Biomass pellet mill is a special equipment that uses forestry waste, agricultural waste, industrial processing waste, urban waste and some special raw materials to process cylindrical pellets. The pellets processed by this equipment are mainly used as biomass fuel, animal feed, cat litter, animal bedding, fertilizer pellets, paving materials, etc. Our biomass pelleting equipment has the established track record of cost savings, durability and unmatched performance.

Biomass pellet mill is a special equipment that processes agricultural and forestry waste (such as wood chips, straw, rice husks, feces, forage, etc.) into high-density pellet fuel or feed through mechanical compression. Its core principle is to plasticize the lignin in the raw materials through high temperature and high pressure, and naturally bond them into shape without adding chemical adhesives.
Therefore, biomass pellet machine is the core equipment of "turning waste into treasure", which converts organic waste into high value-added products, and has the triple value of economy, environmental protection and policy drive. When choosing, you need to match the model according to the characteristics of the raw materials, the target market, and the production capacity requirements. The biomass pellet mill from RICHI MACHINERY has the best of both technology and engineering expertise.
The high engineered ring die pelletizing system has proven to be a very efficient and reliable method. Since its inception, the biomass pellet mill design is highly regarded as the benchmark for reliable waste pelleting and its robust design and reliability. Below, explore RICHI's full line of biomass pelletizers, our most popular selling equipment. See for yourself how RICHI has earned its worldwide reputation for providing producers with some of the hardest working machines in the industry.
MZLH
Equipment Model
0.2-8.0
Production Capacity (T/H)
1-9
Cost (Ten thousand USD)
RICHI
Company & Brand

Biomass pellet mill can be used to process all organic matter and some inorganic raw materials. As long as you have sufficient raw materials, you can start the biomass pellet processing business at any time.






This is a test video of the Biomass Pellet Mill before delivery. The equipment comes from one of our 2-3 ton Australian pellet processing projects, and the customer's raw materials are wood scraps generated during furniture processing. In addition to this pelletizer, we also configure slicers, sawdust machines, coolers, screener, auto packaging scales and other equipment for customers. The pellets processed by the equipment will be sold to industrial users using biomass boilers. This type of equipment is mainly used to process fuel pellets, biomass-based cat litter pellets and animal bedding pellets.
This is also a video of a test run based on customer requirements. The customer is from South Africa and will use grass and straw as raw materials to process ruminant feed pellets for cattle, sheep, horses, etc. Different from the wood-based biomass pellet mill, this project uses more grass pellet machines. The biggest difference is the conditioner. Grass pellets need to be equipped with a conditioner to increase the process of maturing materials, while fuel pellets do not need it. This type of equipment is equipped with a conditioner and is mainly used to process biomass-based animal feed pellets.
At RICHI we believe that there's no one-size-fits-all solution to biomass pelleting. Instead, we understand that no forest waste or agri waste is the same with each having their own unique needs and challenges. This is why we continue to produce and service Different types of biomass pellet machines:


You can be a pellet processing company, you can come from a wood processing plant, furniture factory, agricultural product processing enterprise (such as rice mill, oil mill), food factory, paper mill, you can come from a biomass energy company, power plant, heating center, you can also be a farmer, forest owner... No matter you are from forestry, agriculture, animal husbandry, energy and environmental protection industry, manufacturing or other industries, as long as you have waste or suitable raw materials, contact us and start your profitable business. Our wide range of biomass pelletizing solutions allow us to service a variety of applications and customer needs.

Wood

Crop Straw

Rice Husk

Grass

Hay

Leaves
Empty Fruit Bunch

Palm Shell

Sugarcane Bagasse

Wine Making Waste

Walnut Shell

Peanut Shell

Sunflower Hulls

Beet Pulp

Coffee Shell

Coconut Shell

RDF

Bentonite

Bamboo

Cassava

Manure Compost

Paper Waste

Coal

Waste Tires
At RICHI Company, we understand that one size doesn't fit all. We offer bespoke solutions tailored to the specific needs and constraints of each client. Whether it's production capacity, raw material types, raw material physical state, product type to be processed, biomass pellet plant structure, or integration with existing systems (be it ours or another manufacturer's), our expert team collaborates closely with clients to deliver customised
TALK TO AN EXPERTRICHI biomass pellet mill can offer a robust and reliable solution no matter your industry or application. Pelletizers are critical machinery in any biomass raw materials pellet processing because they are responsible for controlling the quality of the final product. Our biomass pellet press operate in some of the most challenging environments in the industry. That is why our machines are expertly designed and proven to withstand even the harshest of operating conditions.

RICHI MACHINERY
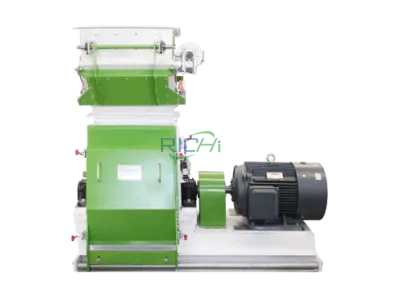
RICHI SERIES New generation ring die type biomass pellet mill machine has been designed using latest engineering tools for high reliability. It has premium features like high-efficiency gear drive and die roller gap management. Its features and the unique design help manufacture sand at lowest possible power consumption and accessories wear cost. Our biomass pellet mill is designed to maximise throughput and product shape in a wide range of pelleing applications. Its cost effectiveness is justified by its low consumption, low operating and maintenance costs as well as high capacity. Designed to perform, our products require as little attention as possible and assure ease of operation.




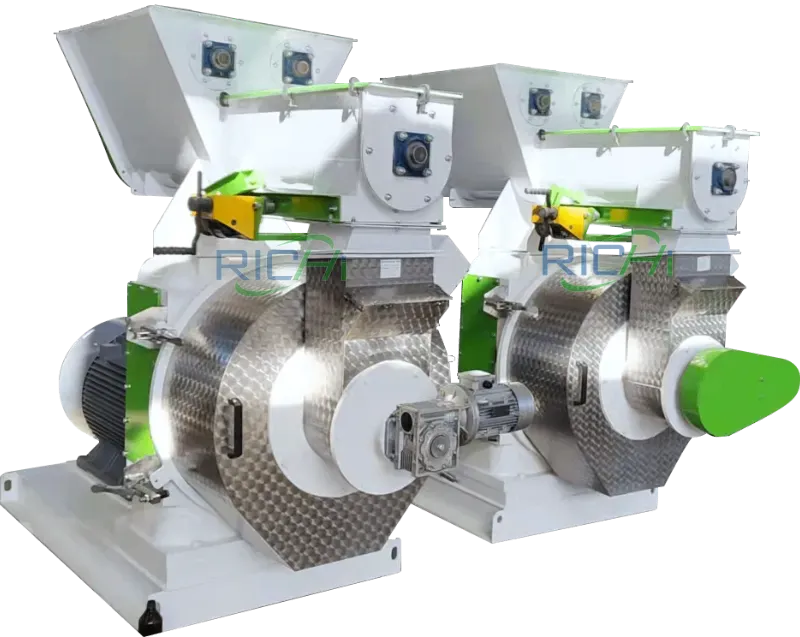

This biomass pellet machine is equipped with full single layer stainless steel feeder, forced feeder, ring die and cutter. RICHI biomass pellet mill is equipped with advanced gear-driving system with motors on this wood pellet machine, stable and reliable;

Whole transmission parts (including motor) of this biomass pellet press machine chooses high-quality SKF bearings to ensure the transmission efficient, stable, low noise. Main motor choose Siemens;

The main shaft and pressure roller bearings are equipped with temperature measuring devices to monitor the working status of the bearings;

The single biomass pellet mill capacity can reach 0.2-8 tons/hour, meeting the needs of continuous production of various scales. No matter how much your output is, we can meet your needs.
High pressure (100~300 bar) extrusion makes the particle density ≥1.0 g/cm³ and durability ≥97.5%, which meets international certification standards such as ENplus/PFI.
Unit power consumption is 70~100 kWh/ton, energy saving is more than 20%, and long-term operating costs are low.
It can process hardwood (oak), softwood (pine) and mixed raw materials (various wastes), and adapt to different materials by adjusting the mold compression ratio (6:1~10:1).
Alloy steel ring molds (such as 42CrMo) have high wear resistance and a service life of 800~1000 hours, which is longer lasting than other molds.
Supports PLC fully automatic control (feeding, lubrication, alarm), reduces manual intervention, and is suitable for 24-hour continuous production.

Pellets are produced in a biomass pellet mill machine that generally consists of a die with cylindrical press channels and rollers that force the biomass to flow into and through the channels. Due to the friction between the steel surface and the biomass in the press channel, a high back pressure is built up and heat is generated.
The physical forces built up in the press channel are crucial for understanding and optimizing the pelletizing process. A ring die with press channels and roller(s) are the basic parts of a biomass pellet making machine.
When the extrusion force is increased enough to overcome the friction between the material in the die hole and the inner wall, the material with a certain density and cohesive force is squeezed into the ring die hole. Due to the continuous rotation of the die and roll, the material is continuously squeezed into the ring die hole.
Therefore, the material in the pelletizer machine ring die hole is continuously squeezed out of the ring die hole after being formed, and is cut by the cutter to form biomass pellets.
We mainly provide the following 6 models of biomass pellet making machines, with a production capacity of 0.2-8t/h, suitable for biomass pellet processing businesses of all sizes. We understand that the continued production of quality end-products is of critical importance, that's why our biomass pellets mill products are manufactured to be quickly installed and commissioned. They are also fully supported by our global service network. For more information about our range of biomass pelletizer equipment, please get in touch with our team.
| Model | MZLH320 | MZLH350 | MZLH420 | MZLH520 | MZLH678 | MZLH768 |
|---|---|---|---|---|---|---|
| Capacity (t/h) | 0.2~0.6 | 0.3~1.2 | 1.0~2.0 | 1.5~3.0 | 2.5~5.0 | 3.0~8.0 |
| Main motor power (kw) | 22 | 37 | 90 | 132 | 185 | 250 |
| Main motor series | 8P | |||||
| Ring die diameter (mm) | 320 | 350 | 420 | 520 | 673 | 762 |
| Finished pellet diameter (mm) | 4-12 | |||||
| Device Configuration | Ring die material: 42CrMo Stainless steel feeder: with anti-caking function Door of pelleting room: 6mm /SUS304 Forced feeding: Worm gear reducer Gear box: HT250 Gear: 42CrMo Gear shaft: 42CrMo Spindle: 42CrMo Empty shaft: 42CrMo Bearings: The gear shaft and main shaft bearings are SKF, and the pressure roller bearings are domestic high-quality bearings Oil seal: Germany/Taiwan Overload mechanical protection: safety pin Serpentine spring coupling drive Lubrication system: Configurable automatic oil injection system |
|||||
Explore individual models to see additional, compelling features to help you find the biomass pellet mill that's right for you.

Are you looking for a competent partner for biomass pellet production? Then you have found the right partner!
Talk To An ExpertCurrently, our biomass pellet mill equipment has been exported to the United States, Canada, Poland, Germany, France, Australia, New Zealand, Thailand, Vietnam, Mexico, Ecuador, South Africa, Greece, Brazil, Argentina, Colombia, Indonesia, India, Russia, Kazakhstan, Turkmenistan, Kyrgyzstan, United Kingdom, Serbia, Hungary, Japan, South Korea, Malaysia, Senegal, Angola, Tunisia, Morocco, Chile, Egypt and many other countries. If you want to learn about the cases we have worked on in your country, feel free to contact us for project details!

This customer utilizes rye straw, pine sawdust and post-harvest sunflower stalks as main raw materials. The high-capacity MZLH678 biomass pellet mill processes these abundant agricultural residues into premium ENplus-certified pellets for Central European heating markets.

This Indonesia biomass project processes palm kernel shells (EFB), rubberwood waste and rice husks - Indonesia's three most abundant biomass resources. The compact MZLH420 system converts these high-fiber materials into industrial-grade fuel pellets.

Optimized for Brazil's sugarcane bagasse and eucalyptus forestry residues, this pelletizer produces export-quality pellets meeting EU sustainability criteria, with special wear-resistant components for abrasive tropical feedstocks.

Designed for North American softwood sawdust, corn stover and peanut hull blends, this turnkey MZLH420 biomass pellet mill produces PFI-certified pellets with automatic moisture control for the domestic heating market.

Processing British Columbia's abundant Douglas fir sawdust and Alberta wheat straw, these industrial biomass pelletizing system includes advanced drying technology for Canada's harsh climate conditions.

This configuration handles Turkey's unique hazelnut shells, cotton stalks and olive pomace mixtures. The MZLH678 biomass pellet press features enhanced compression ratios for these dense Mediterranean feedstocks.

Engineered for Russia's massive birch/pine logging residues and sunflower husk volumes, this MZLH520 mega-plant produces industrial pellets for European export with Siberian-winter rated components.

Specialized for pampas grass, soybean stalks and vineyard prunings, this biomass pelletizer addresses Argentina's high-ash agricultural byproducts with intelligent sorting technology.

Precision-built for Alpine spruce/fir sawdust and straw mixtures, this MZLH520 biomass pellet mill machine meets Austria's strict ÖNORM M7135 standards with integrated emission controls.

Massive capacity for Pakistan's rice husk and sugarcane bagasse surpluses. The MZLH520 biomass pellets mill features monsoon-proof construction and handles high-silica feedstocks.

This customer uses banana stems, oil palm residues and sugarcane bagasse as the main raw materials. The model of the biomass pellet mill purchased is MZLH520, specially designed for tropical agricultural waste processing.

This customer uses coffee husks, African palm waste and rice straw as the main raw materials. The model of the biomass pellet mill purchased is MZLH420, optimized for Andean region biomass processing.

This customer uses urban green waste, imported wood chips and horticultural trimmings as the main raw materials. The model of the biomass pellet mill purchased is MZLH520, compact for limited urban spaces.

This customer uses eucalyptus mill waste, wheat straw and macadamia shells as the main raw materials. The model of the biomass pellet mill purchased is MZLH678, built for high-volume Australian biomass processing.

This customer uses walnut shells, pasture grasses and cotton stalks as the main raw materials. The model of the biomass pellet mill purchased is MZLH678, designed for cold climate operation.

This customer uses palm kernel shells, rubberwood waste and rice husks as the main raw materials. The model of the biomass pellet mill purchased is MZLH420, specialized for tropical biomass processing.

This customer uses flax straw, peat and wood processing residues as the main raw materials. The model of the biomass pellet mill purchased is MZLH678, adapted for Eastern European biomass conditions.

This customer uses wheat straw, energy crops and wood shavings as the main raw materials. The model of the biomass pellet mill purchased is MZLH678, meeting UK sustainability standards.

This customer uses rice husks, cassava residues and sugarcane leaves as the main raw materials. The model of the biomass pellet mill purchased is MZLH768, built for large-scale ASEAN biomass processing.

This customer uses quinoa stalks, alpaca manure and agricultural residues as the main raw materials. The model of the biomass pellet mill purchased is MZLH520, designed for high-altitude operation.

This customer uses cotton stalks, desert shrubs and orchard prunings as the main raw materials. The model of the biomass pellet mill purchased is MZLH350, compact for small-scale Central Asian operations.

This customer uses macadamia shells, blue gum residues and maize stalks as the main raw materials. The model of the biomass pellet mill purchased is MZLH678, engineered for African biomass conditions.

"Many thanks to the RICHI team. The team’s approach to assist to get any of my issues or questions resolved was greatly appreciated as well as your willingness to assist where and as required. As we discussed I am very impressed with the RICHI work on the biomass granulator and the manufacturing team have done an excellent job, with the equipment very high quality, including good steel, equipment layout and installation. Again, the manufacturing team were more than happy to help with any of my questions on granulator and it was a pleasure to work with your group."
Engineering Director, From Biomass Pellet Plant in USA



Ring die biomass pellets mills are the only type of machine in the world that meets industrial mass production + high quality standards (capacity, density, certification compatibility). In addition, it has the lowest life cycle cost (energy consumption, mold life, maintenance costs). More importantly, the technology is the most mature, and the world's leading manufacturers all use ring die machines as their core products. Especially horizontal ring die pellet machines.
This type of biomass pelletizer is the only choice for large-scale, high-quality, low-energy production, especially suitable for export markets or industrial-grade pellet processing;
EU ENplus and US PFI certification both require pellet density ≥ 1.0 g/cm³, and only the ring die biomass pellet mill can stably meet the standard
Excellent pellet quality, density and durability: Ring die pellet density 1.0~1.2 g/cm³ (flat die pellets only 0.9~1.0), in line with ENplus A1 standard (durability ≥97.5%).
Leading energy efficiency and low unit energy consumption. The energy consumption of the ring die biomass pellet machine is 70~100 kWh/ton.
The mold life and maintenance cost are low. The ring mold is made of 42CrMo alloy steel (hardness HRC55-60), with a life of 1000+ hours.
The raw material adaptability is wide and can be adapted to different raw materials by adjusting the gap between the die and roller (±0.1mm).
Fully automatic and intelligent, Siemens PLC monitors temperature, pressure, production capacity in real time, and automatically lubricates.
Industrialized high capacity, the world's mainstream choice, 90% of the world's large pellet plants (capacity greater than 5t/h) use ring die biomass pellet making machines.
Flat die pelletizers and screw pelletizers are only temporary substitutes in small-scale or special raw material scenarios, but they must compromise efficiency and cost.
The biomass pellets density is relatively low, usually between 0.8 and 1.0 g/cm³, and has no durability. In some cases post-processing is required.
The unit energy consumption is relatively high, the flat die pelletizer is usually 80~120 kWh/ton, and the energy consumption of the screw extruder is ≥120 kWh/ton.
Compared with the ring die pelletizer, the die life is shorter, 300~500 hours for the flat die pelletizer and 200~400 hours for the screw extruder.
The adaptability to raw materials is poor. Flat die pelletizers are suitable for softwood and low-fiber raw materials, while screw pelletizers are suitable for high-fiber raw materials (palm shells, etc.).
The automation level is very low and they cannot achieve fully automatic control. They are not suitable for projects that want to achieve continuous production.
If the raw material is palm shell/bagasse, it can be used in the short term, but it still needs to be upgraded to a ring die biomass pellet machine in the long term.
Small-scale users (capacity < 1 ton/hour) can consider flat die machines, but they need to accept compromises in quality and energy efficiency.
RICHI Machinery enables individual solutions for your workpiece. The combination of the multitude of industries in which we are active, the various technologies we master, and our own research and development department is unique.
Given each operation and site has its own unique challenges and specific requirements, we work closely with our customers to provide the best design, equipment and machinery to suit their application. We help biomass pellets manufacturers optimise their plant by analysing and assessing equipment and processes holistically, rather than looking at each piece of equipment in isolation.
Our all-of-biomass pellets processing equipment capabilities make us the ideal partner to help biomass pellets manufacturers produce more with less. At RICHI, we offer a diverse portfolio of biomass pellet machinery and auxiliary processing equipment designed to perform in the toughest of applications.
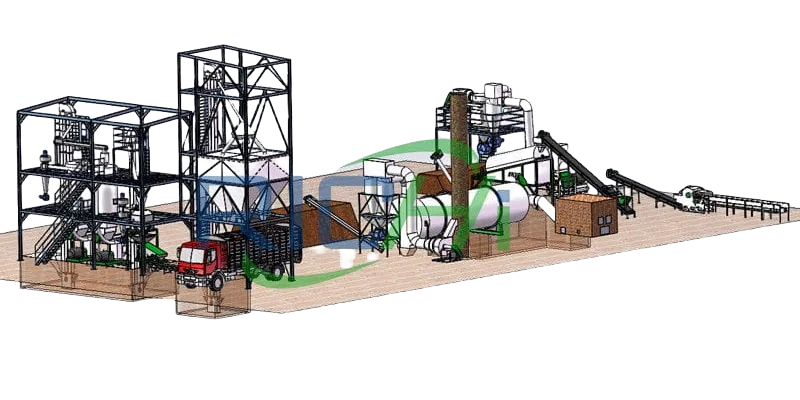
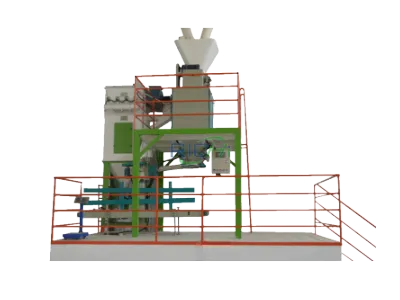
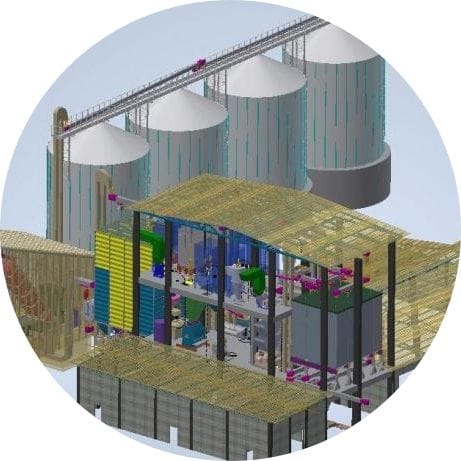
With a portfolio of design and products that span the entire flowsheet – from cleaning to crushing, drying, pelleting and packaging, automation management solutions – we are the trusted biomass equipment manufacturer because we’re uniquely placed to deliver all their processing equipment needs. We can provide a complete set of biomass pellet production lines, or we can provide a single system, such as biomass crushing system, biomass drying system, biomass pelletizing system, biomass pellet packaging system, etc. All your needs can be met at RICHI. (Different raw materials have different pellet processes. If you have biomass pellet processing needs, please consult customer service online directly.)
1 Preparation
2 Cleaning
3 Crushing
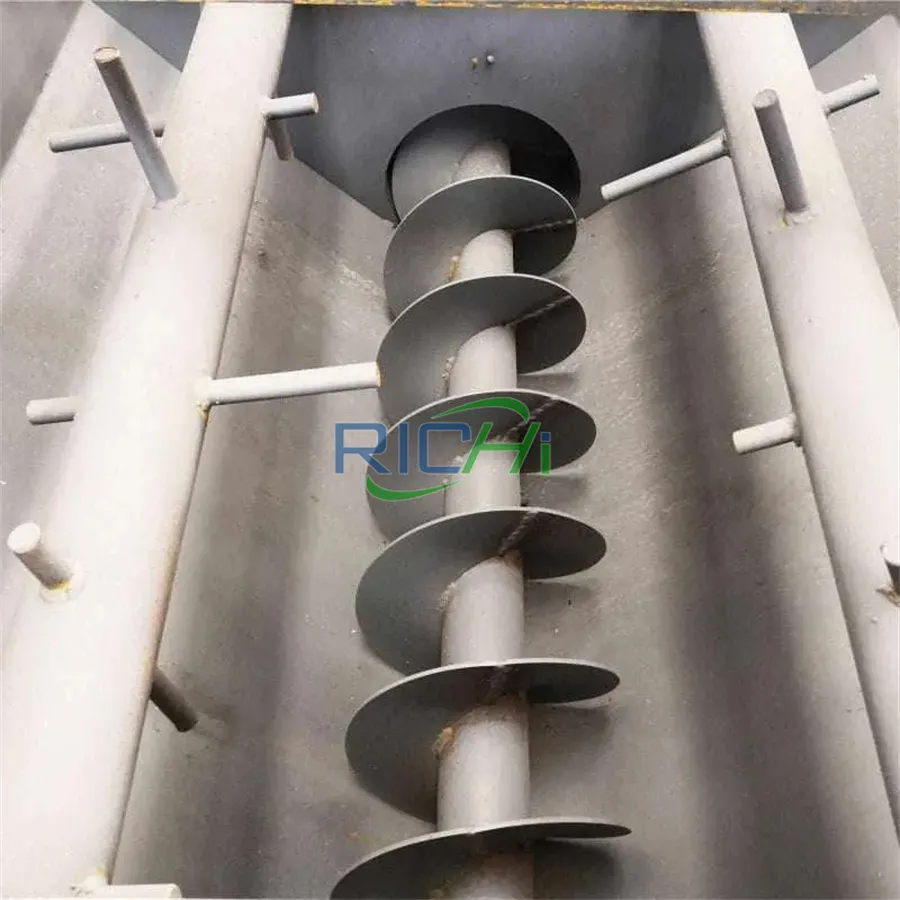
4 Mixing
5 Drying
6 Pelleting
7 Cooling
8 Screening
9 Packaging
10 Auxiliary systems
As a trusted biomass pellet mill manufacturer across the globe, we offer a diverse portfolio of biomass pellet processing equipment that covers the entire flowsheet, from biomass cleaning and crushing to biomass pellet packaging. In addition to the necessary equipment such as crushers, dryers, pelletizers, coolers, screeners, and packaging scales in the biomass pellet processing process, we will also configure cleaning equipment, conveying equipment, dust removal equipment, and fully automatic control equipment for customers. In addition, according to customer needs, we can also configure mixers, silos and other equipment. If the standard technical parameter equipment cannot meet your needs, we also provide customized services and can customize equipment and processes according to customer needs. We also provide a wide range of high quality biomass pellet machinery parts in order to ensure smooth operation and optimum performance on site.

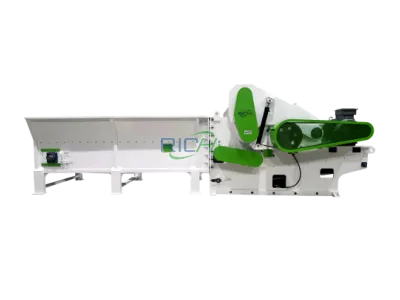
Chipper Machine

Bale Breaker

Straw/Grass Crusher

Biomass Dryer
Biomass Hammer Mill

Biomass Pellet Cooler
Automatic Bagging Machine

Ton Bag Packaging Machine

Biomass Pellet Screener

Scraper Conveyor

Control Cabinet

Dust Removal Equipment

Shredder Equipment

Belt Conveyor

Bucket Elevator

Steam Boiler

Sawdust Equipment

Small Chipper

You may want to know the energy consumption of our biomass pellet mill machine, the FOB price of the biomass granulator, and the process and investment of a 3-4-ton biomass pelletizing system. Below are some FAQs we have listed briefly. If you have any questions, please contact us now for technical support.
The following is a detailed description of the classification and characteristics of raw materials suitable for biomass pellet mill machines based on actual application data from major biomass pellet producing countries around the world, covering forestry, agriculture, industrial by-products, etc., with regional application cases attached:
Representative species: pine, spruce, fir
Characteristics:
Global applications:
Representative types: oak, beech, eucalyptus
Characteristics:
Global applications:
Representative types: sawdust, shavings, scraps, bark, construction waste
Key requirements:
Case: German furniture factory: recycled beech shavings to make pellets for local heating.
Representative types: corn straw, wheat straw, rice husk
Characteristics:
Global application:
Representative types: palm empty fruit bunches (EFB), coconut shells, peanut shells
Characteristics:
Global application: Malaysia Palm EFB pellets are exported to Japan (annual production capacity of 3 million tons).
Representative types: bagasse, cotton stalks, coffee shells
Special process: bagasse needs to be pre-dried to a moisture content of ≤12% (byproduct utilization of Brazilian ethanol plants).
Representative types: willow, poplar, black wattle
Characteristics:
Representative types: Miscanthus, reed, sweet sorghum
Requirements: poor fiber structure, need to add adhesives (such as lignin or starch).
Representative types: coffee grounds, olive residues, wine lees
Requirements: moisture content ≤15%, avoid mildew (Italian coffee grounds pellets are popular in Germany).
Representative types: garden pruning branches, fallen leaves
Difficulty in processing: Plastics/stones need to be sorted and removed (case of the municipal pellet plant in Amsterdam, the Netherlands).
Animal feces, algae, bentonite, pyrolytic carbon, waste paper, cartons, waste tires, RDF, plastics, etc.
Suitable for: farmers, forest owners, wood processing plants, furniture factory owners
Investment advantages:
Suitable for: coal-fired boiler operators, biomass power plants
Investment advantages:
Suitable for: garbage disposal companies, organic waste recyclers
Investment advantages:
Suitable for: agricultural product exporters, international trading companies
Investment advantages:
Suitable for: rural cooperatives, rural revitalization project teams
Investment advantages:
Suitable for: green energy entrepreneurs, small processing plant owners
Investment advice:
Raw material guarantee: stable supply radius ≤ 50 kilometers (such as 10,000 tons of raw materials per year, 5,000 acres of farmland or 2,000 acres of forest land).
Market positioning:
The most suitable sawdust moisture for pelleting: 15% - 20%, if the sawdust moisture is lower than 15%, it will lead to:
Our pelletizer can process sawdust with a moisture of 15%- 25% into a final pellet moisture of <10%.
Because the high temperature & high pressure during the pressing process of the ring die will evaporate the excess 5-15% moisture into steam, which is very helpful for the pelletizing process:
Therefore, proper moisture can improve productivity.
Therefore, we recommend that the moisture content of sawdust be controlled at 15-20% before pelletizing.
Some customers do not add any adhesive to biomass pellets, while others choose to add it. It depends on the customer's own formula, both are okay.
If you want to add binder, organic binder/adhesive can be added to sawdust, usually in an amount of 5%. It must be organic, because only organic matter can be 100% burned without any pollution. Commonly used are corn flour and cassava flour.
there are two ways :
Determines the hardness of the pellets. After 4 months of wear, the pellets will become softer. If you can accept the hardness of the pellets, you can continue to use it, unless you cannot accept the hardness of the pellets, then replace it with a new ring die. Maybe wait another 2 months, maybe another 4 months.
The new one has a molding rate of about 98% and contains only 1-2% powder. But after 4 months of wear, the powder contained in the pellets will increase. If you can accept it, you can continue to use it until you can no longer accept the powder rate. Maybe wait another 2 months, maybe another 4 months.
Materials of Ring die :
Roller shell : material is 20CrMnTi, hardness is HRC50-55
Regarding the use time of ring die and roller shell, our suggestion is:
So our suggestion :
If the difference is within 5% (360V-400V), there is no problem. If it exceeds 5% (415V, 440V, 600V), it will cause the motor to run at too high a temperature and mismatch the speed, thereby reducing the hourly output and shortening the life of the whole machine.
So we recommend: The motor and the electrical control cabinet all use the correct voltage to protect the normal operation of the motor and the equipment
d/h =compression ratio:
For the ring die, it has the following data:
The “h” is more longer, more longer time is needed to press the materials out from the ring die, ,so the final feed pellet will be harder.
Compression ration for different kinds of biomass pellets
There are two types of ring die clamps/hoop on the market:
We use forged ones, which are more durable, more beautiful and more better quality than cast ones.
Our factory adopts a higher standard process, using powder spraying technology instead of painting technology.
Advantages of powder spraying technology:

Consultation and Definitions
With over 30 years of experience, we can identify issues and provide effective solutions in your biomass pellet mill & production lines. We can advise on a consultancy basis whether you have questions about the right solution for your problem, or simply want to better understand the options available to you.
Project Planning and Budgeting
When we begin a new design-build biomass pellet machine plant construction project, our team will plan out and analyze every aspect of the proposed design to make sure it will elevate your current business model and address specific concerns in the biomass feed production process.
Design and Engineering
RICHI team manages every aspect of the biomass pellet plant build process, including the design, planning, engineering, and construction of your new system. With expertise across the agricultural, industrial and manufacturing industries, we can create a custom solution for your facility.
Equipment Manufacturing
Our self-designed and manufactured equipment and products are all made to meet the regulations and quality requirements of various countries, which applies to the execution of different types of biomass fuel pellet processing plants, feed plant and animal bedding plants.
Equipment delivery
RICHI has been working hard to make every detail perfect, especially in the equipment preparation and shipment stage. In the equipment packing and packaging, we use professional packaging and modular solutions to ensure the safe and damage-free delivery of the equipment.
Fabrication Services
We offer comprehensive steel detailing and drafting services, encompassing detailed drawings, erection plans, shop drawings, isometric details, fabrication cut sheets, weld procedures, quality control documentation, and powder coating.
Equipment Installation
According to customer needs, Richi Machinery installation engineers will guide the construction of site infrastructure, equipment installation and commissioning, and trial operation of the entire biomass pellet production factory.
Maintenance & Support
With continually rising demand and quality standards, many pellet manufcturers are struggling to cope and have significant engineering challenges. Timely repairs and maintenance are critical to avoid costly downtime and disruption.

Evaluation
Design

Manufacturing

Delivery

Engineering

Installation

Training

Automation
Our waste-to-fuel biomass pelleting plant solutions reduce landfill use and greenhouse gas emissions while providing a sustainable energy source that can replace traditional fossil fuels.
RICHI's innovative biomass pelletizing technology makes it an industry leader in fueling eco-friendly waste-to-fuel and waste-to-energy processes, offering advanced solutions for densification, size reduction, and all waste material processing needs.

Join forces with RICHI to access innovative biomass processing solutions that advance your sustainability goals. Our technologies are at the forefront of the green energy transition, helping to build a more environmentally responsible future.



Meet global product demands and quality standards with industry-leading pellet plant design, engineering, equipment, and construction services for pellet processors.


Your Partner Beyond Project Completion
2000+ cases
RICHI is the leading designer, manufacturer and builder of pellet plants in the world, completing over 2000 projects in 140 countries across 6 continents.
Read More
With biomass pellet mills, hammer mills, biomass dryers, coolers and more, plus aftermarket parts and service, our biomass portfolio is expansive and offers customers the flexibility they need to run a smooth operation.

For nearly 30 years, RICHI Machinery has had the opportunity to work with a variety of industries – learning the complexities of diverse materials, navigating unique industry challenges, and discovering innovative pellet plant solutions along the way. Whether you work with feed, biomass, wood, organic fertilizer or cat litter products, RICHI is committed to being your partner in innovation, success, and operational excellence.
ANIMAL FEED
BIOMASS
WOOD
ORGANIC FERTILIZER
AQUA FEED
CAT LITTER
MUNICIPAL WASTE RECYCLING
SPECIAL PELLET PRODUCTION
Founded in 1995, RICHI Machinery began as a pellet machine manufacturer and pellet plant system provider that steadily grew into the comprehensive service and equipment provider it is today. We pride ourselves on the knowledge and skill that each team member possesses – from our technical sales team to our process design engineers. You can count on RICHI to take your operation to the next level of success.
Learn MoreWith our expert team, we precisely implement your process engineering requirements in pellet mill and pelletizing plant systems. No matter which industry you’re in – we understand your needs and deliver solutions that meet the highest standards.
At RICHI, quality comes first. Our pellet making machine and related pellet line equipment undergo rigorous quality controls to ensure they meet the highest standards. Rely on products that are durable, safe, and efficient.
With decades of experience in pellet machine and pellet production line production, we have earned a reputation as a trusted partner in various industries. Our expertise allows us to cover a wide range of applications.
Not only do we offer premium pelleting equipment, but we are also experts at designing, building, installing, and maintaining facilities from the ground up. Our expertise is within pellt plant process design, discovering the most efficient, productive, and profitable way to handle your materials in an end-to-end cycle.
○ RICHI MACHINERY
Keeping in touch with us is an effective way to solve all your problems. If you have any needs or questions, please leave your contact information, then RICHI technical consultants will send design, quotation, videos to your mailbox. You can also contact us directly via WhatsApp: +86 13838389622
Copyright©2015-2026 by HENAN RICHI MACHINERY CO., LTD. All rights reserved.