
This is where you find all our press releases and news articles.
In this article I will take you through a feed pelleting system with comments about various parts of the system. Pelleting was invented to be able to take a formula containing fines and form them into a pellet. This was done using moisture, heat and pressure to make the pellet. The pellet eliminated fines that were difficult for animals and fowls to completely eat in a formulation and eliminate feed particles left in the feeding trough. The pellet might also make the feed more palatable. A diagram of a typical system is shown in Figure 1.
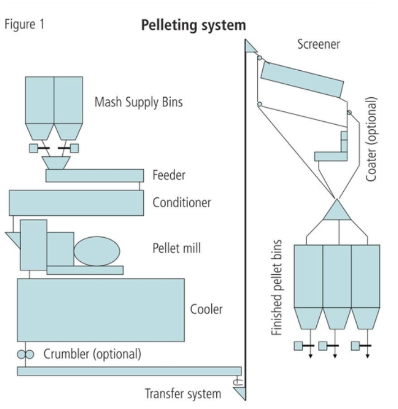
Mash supply bins
In most systems it is best to have at least two mash bins above each pellet mill. This allows pelleting of one formula while the second bin may be filled for the next formula to be pelleted. The spout filling a mash bin must deliver the product into the top of the bin vertically to minimize or avoid particle segregation as the bin is filled.
The bin hopper should be of mass-flow design so the mash flows through the bin outlet and gate uniformly with little or no product segregation. The bin outlet and gate should be large enough to avoid bridging. If the body of the bin is square or rectangular and the bin hopper has a square or rectangular outlet, a valley is formed where two sides of the hopper meet.
The valley has a slope less than the adjoining sides and can become a place where product cakes or won’t flow out of the bin evenly. I prefer to use a hopper that has a round outlet to avoid valleys.
Feeder
A screw feeder is the best type of feeder to deliver mash from the mash bins to the conditioner above the pellet mill. This feeder must be flood fed from the mash bins to minimize the amount of steam vapor or moisture escaping from the inlet to the conditioner and getting into the mash bin above.
The feeder has a variable speed drive as the delivery rate of mash by the feeder determines the load on the pellet mill motor and drive.
Conditioner
The conditioner is a critical part in preparing the mash for pelleting. The mash is fed into the conditioner where it is mixed with steam injected into the conditioner The conditioner has a set of paddles to agitate the mash and mix it with the condensed steam to form a wet hot mash that is then delivered to the pellet mill.
Each type of mash has its own characteristics and different mashes require different amounts of steam injected to make the best mash going to the pellet mill. The original moisture of the mash and the amount of steam added determine the final moisture and temperature of the mash delivered to the pellet mill die.
I recommend using a variable speed drive on the conditioner to control the depth of mash in the conditioning chamber. It needs to be deep enough to absorb the injected steam at the inlet and then blend the mash and the condensed steam together in the length of the conditioner.
The length of time in the conditioner and the added steam determine the final moisture content and temperature of the mash as it goes to the pellet die.
A properly designed steam delivery system is a must. The steam is delivered under high pressure and enters a regulator to lower the pressure at the entrance to the conditioner. There also must be a liquid separator to remove any liquid in the steam before it enters the conditioner.
Which aspects should be paid attention to when choosing feed pelletizer?
Pellet mill
The conditioned mash enters the inner surface of the die and is pushed through the die by a roller that forces the mash into the die. The amount of mash being delivered to the die is controlled by the feeder delivering mash to the conditioner.
The viscosity of the mash and the amount of force used to push the mash through the die is directly tied to the amount of horsepower needed to make the pellet. The diameter of the die holes and the thickness of the die also affect the horsepower needed.
The pelleting horsepower required is also determined by the formulation of the mash and the work needed to push it through the die.
Cooler
Ambient room temperature air is passed through the hot pellets in the cooler to remove excess pellet heat and moisture so finished pellets may be stored for shipment. This process also hardens the pellets and makes them much more durable.
Two styles of coolers are common in the feed industry: the horizontal type and the counter-flow type. The counter-flow cooler is more efficient than the horizontal type as all air passes through the column of pellets.
The horizontal cooler receives and discharges the pellets in a continuous uniform stream. The counter-flow cooler discharges in batches. Therefore, the conveyor taking the cooled pellets away needs to have a controlled or bypass-type inlet to fill the conveyor uniformly.
Crumbling rolls
If the pellets are to be crumbled for the final product, a set of crumbling rolls are installed at the outlet of the cooler to crumble the pellets.
A horizontal cooler uniformly feeds the inlet of crumbling rolls. If a set of rolls are installed beneath a counter-flow cooler, the rolls must have a feeder roll above them to spread the pellets evenly to the crumbling rolls.
Screener
For systems producing only one diameter (size) pellet, screening is optional. If a few fines in the pellets are okay, no screener is needed. If a screener is used in a mill, it may be built to handle various size pellets or crumbles and remove fines from the pellets.
A single deck screener has a screen size smaller than the pellets. As the pellets are passed over it, the fines drop into the pan below the screen. Multiple screen decks with different size openings can be used to separate different size pellets.
One size screen deck in the multi-deck screener can be sized to handle crumbled pellets by removing any oversized or undersized product from the crumbles. The screener may have a bypass that redirects the pelleted product that doesn’t need screening.
Liquid coater
For some pelleted products it is desirable to coat the pellets with a coating of added fat, or other coatings or flavor enhancers. This is done by using an online coater that determines the flow rate of the pellets entering the coater and sprays the correct amount of liquid onto the pellets as they pass through the coater.
Transfer equipment
All conveyors and bucket elevators used in a pelleting system should be designed to move the pellets gently. Horizontal conveyors should be drag type or belt type. If screw conveyors are used, they should be sized to carry the pellets at slow speeds to minimize fines created by moving the pellets.
Automation
Many companies offer automated systems to operate and control the pelleting process. The two critical functions that are key to producing good pellets are the relationship of the feeder delivery rate and the pellet mill drive, and the relationship of added steam and final moisture and temperature content at the discharge of the conditioner.
Besides the processing steps mentioned in this article, factors affecting pelleting system performance include product formulation, performance of various ingredients in the pelleting product, the product’s moisture content entering the system and the amount of moisture added during the process.
Having the right mix of reliable, high-quality pellet machine and pelletizing systems and expert support is essential to your success. Watch how our end-to-end feed pellet plant solutions have helped our customers optimize their performance.
Our customized and future-proofed turnkey pellet plant solutions is designed with you at the core. From vision to reality and beyond, our team stays connected with yours. Giving you peace-of-mind with an expert at your side.

At RICHI, we go beyond project completion. With RICHI Servicee, we’re your dedicated partners in success. Count on us for expert guidance, minimal downtime, and optimized productivity. Choose RICHI for unmatched service and support.



Meet global product demands and quality standards with industry-leading pellet plant design, engineering, equipment, and construction services for pellet processors.


Your Partner Beyond Project Completion
2000+ cases
RICHI is the leading designer, manufacturer and builder of pellet plants in the world, completing over 2000 projects in 140 countries across 6 continents.
Read More
Increase plant productivity, profitability, and safety by integrating high quality equipment into your pellet production line. Over the years, RICHI has become China's top pellet equipment manufacturer. At the same time, RICHI has established valuable partnerships with the world's leading component and raw material manufacturers to bring you the best there is in technology, automation, and efficiency in pelleting plant machinery.

For nearly 30 years, RICHI has been providing best-in-class pellet plant equipment and services to clients across a variety of industries, sizes, and needs. We pride ourselves on the knowledge and skill that each team member possesses – from our technical sales team to our process design engineers. You can count on RICHI Machinery to take your operation to the next level of innovation, quality, and success.
Need help with your pellet manufacturing plant project? Contact us today.
ANIMAL FEED
BIOMASS
WOOD
ORGANIC FERTILIZER
AQUA FEED
CAT LITTER
MUNICIPAL WASTE RECYCLING
SPECIAL PELLET PRODUCTION
RICHI Machinery continues to deliver world class pellet mill equipment, pellet plant engineering and project solutions that add value to our customers in the animal feed, wood waste, agriculture waste, organic fertilizer, cat litter and special pellet products industries. Throughout the years, we RICHI Machinery have built strong brand, becoming industry-leading pellet machine manufacturer. We value integrity, promise quality, and prioritize your success.
Learn MoreWith our expert team, we precisely implement your process engineering requirements in pellet mill and pelletizing plant systems. No matter which industry you’re in – we understand your needs and deliver solutions that meet the highest standards.
At RICHI, quality comes first. Our pellet making machine and related pellet line equipment undergo rigorous quality controls to ensure they meet the highest standards. Rely on products that are durable, safe, and efficient.
With decades of experience in pellet machine and pellet production line production, we have earned a reputation as a trusted partner in various industries. Our expertise allows us to cover a wide range of applications.
Not only do we offer premium pelleting equipment, but we are also experts at designing, building, installing, and maintaining facilities from the ground up. Our expertise is within pellt plant process design, discovering the most efficient, productive, and profitable way to handle your materials in an end-to-end cycle.
○ RICHI MACHINERY
Keeping in touch with us is an effective way to solve all your problems. If you have any needs or questions, please leave your contact information, then RICHI technical consultants will send design, quotation, videos to your mailbox. You can also contact us directly via WhatsApp: +86 13838389622
Copyright©2015-2026 by HENAN RICHI MACHINERY CO., LTD. All rights reserved.